製造業において、溶接は製品の品質と安全性を左右する基幹技術です。しかし、溶接プロセスには特有の難しさがあり、不適切な施工は強度低下や事故に繋がる溶接不良を引き起こしかねません。従来、目視や非破壊検査(NDT)がその品質保証を担ってきましたが、属人化や検出限界、コストといった課題を抱えていました。
近年、これらの課題を克服する技術として、AI(人工知能)を活用した外観検査が急速に進化しています。特にディープラーニングによる画像認識は、溶接部の微細な不良を高精度かつ安定的に検出可能です。本記事では、AI外観検査エンジニアの視点から、溶接の基礎、代表的な不良、従来の検査の限界を踏まえ、AI外観検査が溶接不良防止と品質管理をどう革新するのか、その仕組みから実践、未来までを解説します。
溶接の基礎知識と主要工法
多様な溶接工法から適切なものを選択することが、品質確保の第一歩です。ここでは主要な工法とその特徴を簡潔に紹介します。
アーク溶接(TIG/MIG)の特徴と用途
アーク溶接は、電極と母材間のアーク放電熱を利用する代表的な溶接法です。TIG溶接は高品質な仕上がりが特徴で、ステンレス鋼やアルミニウム合金など精密接合が求められる薄板やパイプに用いられます。一方、MIG/MAG溶接は高能率で、自動車部品や鉄骨構造物など、厚板を含む幅広い分野で活用されます。これらはシールドガスの種類で区別され、MIGは不活性ガス、MAGは活性ガスを使用します。
レーザー溶接のメリット・課題
レーザー溶接は、高エネルギー密度のレーザービームを熱源とし、入熱が少なく熱変形を抑えた精密な溶接が可能です。溶け込みが深く高速溶接も実現でき、自動車ボディや電子部品に利用されます。しかし、初期投資が高く、材料間のギャップ許容度が小さい点、高反射材への適用には工夫が必要な点が課題です。キーホール型溶接における適切なパラメータ管理も重要となります。
摩擦攪拌溶接(FSW)の最新動向
摩擦攪拌溶接(FSW)は、回転ツールによる摩擦熱と塑性流動で接合する固相接合です。材料を溶融させないため、凝固割れやブローホールが発生しにくく、異種金属接合にも適します。近年はツール改良や適用材料の拡大、ロボットFSWによる三次元形状への対応が進み、鉄道車両や航空機部品に加え、銅やチタン、鉄鋼材料への応用が期待されています。パラメータの精密制御が品質の鍵です。
ハイブリッド溶接(レーザー+アーク)の可能性
ハイブリッド溶接は、レーザーとアーク溶接を組み合わせ、双方の長所を活かす技術です。代表的なレーザーMIGハイブリッド溶接では、レーザーで深い溶け込みを、アークでギャップ裕度と溶着量増加を実現します。これにより、高速かつ高品質な厚板溶接や開先裕度の大きな溶接が可能となり、造船や自動車産業での生産性向上が期待されます。装置の複雑化とコスト、パラメータ設定の難しさが課題です。
抵抗スポット溶接の原理と自動車産業での活用
抵抗スポット溶接は、金属板を電極で挟み大電流を流し、抵抗熱で局部的に溶融圧着します。薄鋼板の接合に適し、自動車の車体組立に不可欠で、1台に数千点が施工されます。溶加材不要で生産性が高く自動化も容易ですが、ナゲット径や溶け込み深さの管理が重要です。超高張力鋼板の普及に伴い、より精密な条件設定と品質保証が求められています。

溶接品質に影響する主なプロセス要因
溶接品質は材料、設計、施工条件、環境など多くの要因に左右されます。これらの適切な管理が信頼性確保の鍵です。
代表的な溶接不良と発生メカニズム
溶接不良には、割れ(高温割れ、低温割れ)、未溶込み、融合不良、アンダーカット、オーバーラップ、気孔(ブローホール)、スラグ巻き込みなどがあります。高温割れは凝固時の収縮応力や不純物、低温割れは水素や硬化組織、拘束応力が主な原因です。未溶込みは入熱不足、ブローホールはシールド不良や汚染が影響します。メカニズムの理解が対策の第一歩となります。
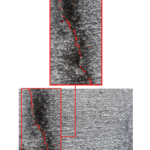
クラック・ブローホールなど外部欠陥の実例
外部欠陥は表面に現れ、比較的発見しやすいものの製品性能に深刻な影響を与えます。クラック(割れ)は応力集中点となり破壊の起点となります。ブローホール(ピット)はガスが抜けきれず生じる空隙で、強度低下を招きます。アンダーカットはビード止端の溝で疲労強度を著しく低下させ、オーバーラップは溶融金属の乗り上げで強度不足の原因となります。これらは目視検査やPT、MTで検出されます。
未溶込み・融合不良など内部欠陥の原因
内部欠陥は外部から視認できず、UTやRTで検出されます。未溶込みは溶接金属がルート部まで十分に溶け込まない状態で、強度不足に直結します。原因は溶接電流不足、速度過多、不適切な開先形状などです。融合不良は溶接金属と母材、または層間が溶け合わない状態で、母材表面の汚染や入熱不足が原因です。スラグ巻き込みや内部気孔も強度を損なう内部欠陥です。
熱影響による変形・残留応力のコントロール
溶接時の局部加熱・冷却は、変形(歪み)と残留応力を不可避的に発生させ、製品の寸法精度や強度特性に影響します。変形は組み立て精度に、引張残留応力はき裂発生や進展を助長します。対策として、適切な溶接順序、拘束治具、予熱やパス間温度管理、溶接後熱処理(PWHT)が有効です。入熱量を抑える溶接法選択も変形・残留応力低減に寄与します。
材料・環境起因の気孔・スラグ巻き込み
気孔(ブローホール)は、母材・溶加材中の水素、シールドガスの湿分、母材表面の錆・油・塗料などがガス化し発生します。特にアルミニウム合金は水素固溶しやすく注意が必要です。スラグ巻き込みは主に被覆アーク溶接などで、溶融スラグが金属内に残留する現象です。適切なフラックス選択・管理、溶接条件最適化が重要です。強風など作業環境もシールド効果を損ない欠陥原因となります。
溶接電流・電圧・速度の最適化とモニタリング
溶接電流、アーク電圧、溶接速度は溶接品質を左右する主要パラメータです。これらは相互に影響し、溶け込み深さ、ビード幅、余盛り高さなどを決定します。例えば電流は溶け込み深さに、電圧はビード幅に、速度は入熱量に影響します。材料、板厚、開先形状に応じた最適化が不可欠で、溶接施工試験(WPS)が重要です。近年はリアルタイムモニタリングシステムも導入されています。
溶接技能者の技量と経験の重要性
自動化が進んでも、高品質溶接や複雑形状、特殊材料の溶接には技能者の技量と経験が不可欠です。技能者は溶接機設定に加え、トーチ角度や運棒、溶融池状態の五感による判断と微調整で健全な溶接部を形成します。予期せぬトラブルへの対応力も重要です。彼らの「暗黙知」は貴重な財産であり、AIへの技術継承も課題の一つです。
従来の外観・非破壊検査手法の限界
従来の検査手法は溶接品質保証に貢献してきましたが、それぞれ限界があり、AI検査への期待を高めています。
目視検査・拡大鏡検査の属人化課題
目視検査(VT)は最も基本的な非破壊検査で、表面欠陥を検出します。簡便ですが、検査員の経験や集中力、体調による見逃しや判定のばらつきといった「属人性」が最大の課題です。特に微細欠陥や判断に迷う場合、評価が異なり、客観性・信頼性確保を難しくしています。長時間の作業はヒューマンエラーのリスクも高めます。
磁粉探傷(MT)・浸透探傷(PT)の適用範囲
磁粉探傷検査(MT)は強磁性材料の表面近傍欠陥検出に、浸透探傷検査(PT)は材料を問わず表面開口欠陥の検出に用いられます。MTは非磁性材に不可、PTは内部欠陥検出不可という制約があります。結果評価は基本的に目視のため属人性が残り、前処理・後処理に手間もかかります。これらは表面欠陥の検出には有効な手法ですが、限界も認識する必要があります。
超音波探傷(UT)の死角と検出限界
超音波探傷検査(UT)は、超音波の反射を利用して内部欠陥の位置や大きさを評価します。厚板の内部欠陥検出に有効ですが、音響インピーダンス差が小さい欠陥や、欠陥の向きによる「死角」で検出感度が低下することがあります。ラメラテアのような平行な欠陥は検出しにくい傾向があります。複雑形状や微細欠陥群の評価は難しく、検査員の高度な技量と専門知識が求められます。
放射線透過検査(RT)のコストと安全性
放射線透過検査(RT)は、X線やγ線を用いて内部欠陥を画像として捉えます。体積欠陥や割れ、未溶込みの検出に優れ、形状識別も比較的容易です。しかし、放射線使用のため厳格な安全管理が必須で、検査エリア隔離など作業効率低下を招くことがあります。設備投資やランニングコストも高く、平面的な割れなど厚みのない欠陥は検出しにくい特性もあります。
検査データの標準化・トレーサビリティ欠如
従来の検査データは、目視の定性的情報や、MT/PTの写真記録など、数値化や標準化が難しいものが多くありました。UT/RTデータもフォーマットが統一されておらず、一元管理や比較、共有が困難でした。これにより、不良傾向分析やプロセス改善へのフィードバックが遅れ、トレーサビリティ確保も不十分になりがちで、品質管理レベル向上の妨げとなっていました。
破壊検査(断面マクロ試験など)との比較と使い分け
破壊検査(断面マクロ試験、引張試験等)は、試験片を破壊して強度や組織を直接評価します。溶け込み深さ、融合状態、内部欠陥、熱影響部などを詳細に観察できます。非破壊検査では評価しきれない性能を直接確認できますが、全数検査には不向きです。通常、施工法確認や定期品質確認、非破壊検査で異常が疑われた箇所の詳細確認に用いられ、非破壊検査と補完的に使い分けられます。

AI外観検査システムの仕組みと導入ポイント
AI、特にディープラーニングを活用した外観検査は、従来手法の課題を克服し、品質管理に革新をもたらします。
ディープラーニング画像分類・セグメンテーション
AI外観検査の中核はディープラーニング、特に畳み込みニューラルネットワーク(CNN)です。これは画像から特徴量を自動抽出し、高精度な識別・分類を行います。溶接部検査では、画像全体を「良品」「不良品」に分類する「画像分類」や、ピクセル単位で不良箇所を特定・抽出する「セグメンテーション」が用いられ、微細欠陥や複雑パターンの不良も高精度に検出可能です。
Edge AIカメラと最適照明設計
実用的なAI外観検査には、カメラにAIチップを搭載しデバイス上でリアルタイムAI処理を行うエッジAIカメラが有効です。通信遅延低減、セキュリティ向上、ネットワーク負荷軽減によりインライン高速検査に適します。また、AI性能を最大限引き出すには、対象物や欠陥種に応じた最適照明設計が不可欠です。斜光照明や同軸落射照明など、欠陥が明瞭に撮像できる条件設定がAIモデルの学習効率と検出精度を左右します。
データセット構築とアノテーション戦略
AIモデルの性能は学習データセットの質と量に大きく依存します。溶接不良AI検査では、多様な溶接条件、材料、不良種を網羅した良品・不良品画像収集が重要です。収集画像には「アノテーション」(教師データ作成)として、不良箇所や種類を示すラベルを付与します。この精度がAI精度に直結するため、明確な基準と丁寧な作業が必要です。データ拡張技術も初期データ不足には有効です。
オンライン学習で維持するモデル精度
AIモデルは製造プロセスや環境変化で時間とともに性能が低下しうるため、導入後も精度を維持・向上させる「オンライン学習」や「追加学習」が重要です。実際の検査で得た新データ(誤検出例や新不良パターン等)を定期的に再学習させ、モデルを最新状態に更新します。これにより環境変化への適応や未知不良への対応能力を高めます。効率的なデータ収集・管理と再学習・評価の自動化が望まれます。
導入ROIと費用対効果シミュレーション
AI外観検査導入には、初期費用(AIソフト、ハード、システム構築、データセット構築費等)と運用費用(保守、再学習人件費等)を考慮した投資対効果(ROI)評価が不可欠です。効果としては、不良品流出削減、検査工数削減による人件費抑制、生産性向上、歩留まり改善による材料費削減等が挙げられます。これらを数値化しシミュレーションすることで、導入の可否判断や経営層への説明が容易になります。
PoC(概念実証)の進め方と成功の秘訣
本格導入前のPoC(概念実証)は、リスク低減と効果検証に有効です。限定範囲でAI技術が課題解決に貢献できるか、期待精度が出るかを短期検証します。成功の秘訣は、明確な目的・評価指標設定、実環境に近い高品質な学習データ準備、AIベンダー等との密接連携による課題の早期発見と解決策検討です。PoC結果を基に本格導入計画の妥当性を評価し、スムーズな本番展開へ繋げます。
AI導入における初期投資とランニングコスト
AI外観検査導入には初期投資(AIソフト/開発費、カメラ等ハード費、システムインテグレーション費、データセット構築費)とランニングコスト(保守費、再学習費、電気代等)が発生します。特にデータセット構築はAI性能を左右し、時間とコストがかかります。人材育成やコンサル費用も考慮し、ROIと照らして投資判断を行います。クラウドかオンプレミスかでもコスト構造は変わります。
AI外観検査で減らす溶接不良:実践ワークフロー
AI外観検査を効果的に生産プロセスに組み込み、溶接不良削減に繋げる実践的なワークフローを紹介します。
工程内リアルタイムフィードバックの構築
AI検査の高速性と客観性を活かし、溶接工程直後に検査システムを設置、不良発生時にリアルタイムで作業者や管理者にフィードバックする体制を構築します。モニター表示や警告灯、アラームで異常の早期発見と迅速対応を促し、連続不良生産リスクを大幅低減。作業者の技能向上意識や即時条件調整も可能にし、不良未然防止と品質安定化に貢献します。
不良トレンドの可視化と溶接条件最適化
AI検査結果のデジタルデータを蓄積・分析し、不良種、発生時期・ライン、発生条件下などの不良トレンドを可視化します。特定溶接機でのクラック多発や特定材料ロットでのブローホール増加といった傾向を把握し、根本原因特定と的確な対策に繋げます。AIが収集した不良データと溶接パラメータの相関解析から最適条件を導き、データドリブンな品質改善サイクルを実現します。
PLC連携による自動仕分け・アラート
AI検査システムをPLC等の生産ライン制御システムと連携し、検査結果に応じた自動化処理を実現します。AIが不良検出時、PLCに情報を送り不良品を自動仕分けしたりラインを一時停止させたりします。重大不良連続発生や不良率閾値超過時には管理者に自動アラート通知も可能。人手を介さず迅速確実な対応で不良品流出防止と生産効率向上に貢献し、特に大量生産ラインで有効です。
溶接パラメータ自動調整のAI制御
AI検査結果を溶接ロボットや溶接機制御に直接フィードバックし、溶接パラメータを自動調整する試みが始まっています。AIが微細な溶け込み不足を検知した場合、溶接電流を上げるなどリアルタイム制御で最適溶接状態を維持しようとします。熟練工の「匠の技」をAIで再現するもので、実現すれば品質安定化と不良率大幅削減が期待されますが、高度な技術と膨大な学習データが必要です。
クラウド連携による工場間ナレッジ共有
AI検査で収集・蓄積した不良データやAIモデル、改善事例等のナレッジをクラウドで共有し、複数工場間での品質管理レベル標準化と向上を図ります。ある工場で開発した高性能AIモデルや効果的対策事例を他工場へ迅速展開。各工場データを統合分析し、広範な不良傾向把握や新知見発見に繋げ、サプライチェーン全体の品質改善活動促進と企業競争力強化に貢献します。データセキュリティには十分配慮が必要です。
溶接ロボットとの連携によるリアルタイム品質制御
溶接ロボットとAI外観検査システムを密接連携させ、高度なリアルタイム品質制御を実現します。ロボット作業中/直後にAIカメラがビード状態を監視し、ロボットコントローラへフィードバック。AIがビード幅異常等を検知した場合、ロボット動作パスや溶接速度等を微調整し即座に修正。不良発生前に兆候を捉え未然に防ぐ「予兆保全」的アプローチで、手戻りや廃棄ロスを大幅削減します。
熟練技術者の暗黙知をAIに継承する取り組み
溶接現場の熟練技術者が持つ「暗黙知」(数値化しにくい判断基準や対処法)を形式知化しAIに学習させることが、性能向上と実用化の鍵です。熟練者の判断やその根拠をヒアリングしAIのアノテーション基準や学習データに反映。彼らの視線や手の動きをセンサーで捉え活用する研究も進んでいます。AIが熟練者の「目」や「判断」を代替・支援し、技能伝承課題解決や検査品質均一化に貢献します。
説明可能AI(XAI)と品質マネジメントの未来
AIの判断プロセスがブラックボックス化しやすい課題に対応し、判断根拠を人間が理解できるようにする「説明可能AI(XAI)」が重要です。
XAIについてはこちらで詳しく解説しています
ヒートマップ解析で欠陥原因を可視化
XAIの一手法、ヒートマップ解析は、AIが画像のどの部分に注目し「不良」と判断したかを色の濃淡等で可視化します。例えばAIがクラックと判定した場合、クラック周辺を強くハイライトします。これによりAIの判断根拠が直感的に理解でき、検査員はAI判定の妥当性を確認しやすくなります。AIが注目する箇所から新たな知見を得たり、誤判定時の原因分析でモデル改善に繋げたりできます。
ISO/IEC 24029など規格動向と法規制
AI技術普及に伴い、信頼性・安全性を確保する国際規格化や法規制が活発です。品質管理分野のAI活用でもこれらを注視すべきです。AIシステム評価規格ISO/IEC TR 24028、AIライフサイクルプロセスISO/IEC 5259シリーズ、AI信頼性ISO/IEC TR 24029-1(ロバスト性評価)等が発行・検討されています。これら規格準拠はAIシステムの信頼性を示し、顧客や規制当局の要求に応える上で重要です。
AIモデル監査とバリデーション手法
AI外観検査を本格導入し重要判断に用いる場合、AIモデルの信頼性・妥当性を継続検証する「モデル監査」と「バリデーション」が不可欠です。監査ではモデルが意図通り機能し倫理・法規を遵守しているか等を評価。バリデーションでは実運用環境で期待性能(精度、再現性、頑健性等)を安定発揮できるか確認します。定期的テストと性能劣化時の原因特定・再学習でAI品質を維持しリスクを最小化します。
スマートファクトリー統合とトレーサビリティ
AI外観検査はスマートファクトリーの重要要素です。MESやERP等と連携しデータ共有することで高度な品質管理と生産最適化を実現します。AI検査の不良情報をMESへリアルタイムフィードバックし生産計画調整や原因工程への指示を自動化。AI検査データと製造条件データを紐付け管理し、製品個々の詳細トレーサビリティを確保、問題発生時の迅速な原因特定と影響範囲限定を可能にします。
生成AI×シミュレーションによる予兆保全
生成AIと物理シミュレーションの組み合わせは、溶接品質の予兆保全に新たな可能性をもたらします。生成AIは過去データから未知の不良パターンや不良前兆を予測・生成。溶接シミュレーションは物理現象をモデル化し結果を予測します。これらを組み合わせ、複雑条件下での不良発生リスク評価やAI予測シナリオ検証を行い、不良発生前に兆候を捉え予防する「予兆保全」精度の大幅向上が期待されます。
AIの判断根拠を人間が理解する重要性
AIが高性能化しても最終責任は人間が負います。製品の安全性や品質に関わる重要判断では、AIの判断根拠を人間が理解・検証できることが不可欠です。これがXAIが求められる本質的理由です。ブラックボックスのままでは誤判定時の原因究明や改善が難しく、現場の作業者や管理者がAIを信頼し活用するには、能力と限界の正しい理解と納得感が不可欠です。
品質不正を防ぐためのAI活用と倫理的課題
AI技術は品質不正抑止にも貢献可能です。AI外観検査による全数検査自動化と記録改竄防止、センサーデータとAI分析による製造プロセス常時監視は不正が行われにくい環境を作ります。AIが検査データの異常パターンや統計的偏りを検知し不正兆候を早期警告することも期待されます。一方で、AI学習データのバイアスやプライバシー侵害といった倫理的課題への配慮も不可欠です。

AI外観検査導入の成功事例と今後の展望
AI外観検査は既に様々な産業で導入が進み、成果を上げています。
自動車業界におけるAI溶接検査の導入効果
自動車業界はAI外観検査導入が積極的です。スポット溶接やアーク溶接、レーザー溶接部に適用され、微細不良検出による不良品流出削減、検査自動化による工数削減とコストダウン、データ記録による品質改善活動迅速化、検査員負担軽減といった効果が報告されています。品質と生産性への厳しい要求に応える技術として期待されています。
建設・インフラ業界でのAI活用と長寿命化への貢献
建設・インフラ分野でも、ドローンやロボット搭載カメラで撮影した溶接部画像をAIが解析し、ひび割れや腐食を自動検出するシステムが導入されています。高所や狭隘部の点検が安全かつ効率的に行え、コスト削減と点検頻度向上により損傷の早期発見と適切な補修が可能となり、インフラ構造物の長寿命化に貢献。客観的・定量的評価は維持管理計画最適化にも繋がります。
AI技術の進化とさらなる検査精度向上への期待
AI技術、特にディープラーニングは進化し続け、外観検査精度も更なる向上が期待されます。「Few-shot learning」や「Self-supervised learning」といった新学習手法はデータ収集・アノテーションコスト削減に繋がる可能性があります。3DセンサーやマルチスペクトルカメラとAIの組み合わせは、複雑形状欠陥や材料内部変化の検出能力を高めるかもしれません。
溶接技術者とAIの協調による未来のモノづくり
AI外観検査が進化しても溶接技術者の役割はなくならず、むしろAIを強力なツールとして使いこなし、より付加価値の高い業務に集中する「AIとの協調」が未来のモノづくりの鍵です。AIは定型作業や大量データ分析を得意としますが、予期せぬ事態への対応や創造的問題解決は人間が優れます。熟練技術者はAIの判断検証や困難課題への対応、AIトレーナーとしての役割を担います。
まとめ:AI外観検査が拓く溶接品質管理の新時代
AI外観検査が溶接不良防止と品質管理向上にどう貢献するかを解説しました。溶接品質は製造業の信頼性と競争力を左右します。従来検査の課題に対し、AI外観検査は客観的かつ高精度な自動検査で解決策を提示します。ディープラーニング、エッジAI、XAI等の進化で実用性は向上し続けています。
AI導入は検査自動化に留まらず、リアルタイムフィードバックによる工程改善、不良トレンド可視化、PLCやロボット連携による高度品質制御、クラウド連携によるナレッジ共有、生成AIとシミュレーションによる予兆保全へと応用が広がります。適切なデータセット構築やROI検討、人材育成は必要ですが、得られるメリットは絶大です。AI外観検査は、技術者とAIが協調し、より高度で信頼性の高いモノづくりを実現する新時代の品質管理を拓く鍵となるでしょう。